ПРОЦЕССЫ ФОРМОВКИ И ВИДЫ ПЛАСТИКОВ.Компания ООО «Гедаколор-Казань» занимается формовкой пластика, применяя различные технологии производства. В этой статье мы с Вами рассмотрим разные процессы формовки различных полимерных изделий.
СОДЕРЖАНИЕ:- Материалы композиционные.
- Способы формования и их виды.
- Пластмассы термореактивные.
- Пластмассы термопластичные.
- Наполнители и их виды.
- Пластмассы и их применение.
- Изделия из реактопластов и их переработка.
- Прессование.
- Слоистые пластики и их получение.
- Углепластики и стеклопластики.
- Стеклотекстолиты.
- Боропластики и углепластики.
- Композиционные полимерные материалы и их применение.






Во все отрасли промышленности все шире и шире применяют полимерные материалы. Постоянно возрастает в общей массе доля механизмов и машин с развитием новых технологий и химии.
Клеевые и лакокрасочные материалы, керамика, стекло, резина и пластмассы, а так же органические и неорганические материалы находят большое применение в машиностроении.
Для реализации новых конструктивных решений, открываются возможности для совершенствования существующих машиностроительных изделий и конструкций, для которых разрабатываются материалы на основе полимеров.
ПКМ — полимерные композиционные материалы, называемые пластмассами получают из композиций полимеров.
МАТЕРИАЛЫ КОМПАЗИЦИОННЫЕ.
Низкой плотностью и высокой коррозийной стойкостью с сочетанием высоких прочностных характеристик, из которых важнейшими свойствами обладают уникальными комплексами композиционные полимерные материалы, которые за ранее запроектированы для получения композиционных новых свойств. Разделенные выраженной границей, разделяющихся по свойствам и составу, которые состоят из двух и более фаз — называют «искусственно созданные композиционные материалы».
СПОСОБЫ ФОРМОВАНИЯ ПЛАСТМАСС И ИХ ВИДЫ.
Различные аппретирующие добавки, антипирены, антистатики, красители, стабилизаторы, ингибиторы и регуляторы структурообразования и структурообразователи, ускорители отверждения и отвердители, смазывающие вещества, пластификаторы и другие наполнители могут входить в состав полимера, который служит основой любой пластмассы в виде «связующего», который так же определяет пластмассовому изделию определенные свойства.
Сложными и простыми бывают пластмассы, в изделия и полуфабрикаты определяют своеобразные методы переработки, таким образом определяя технологические, физические и специфические свойства пластмасс.
Политетрафторэтилен — полимер /Фторопласт-4/, политрифторхлорэтилен — полимер /Фторопласт-3/, полиметилметакрилат — полимер /Стеклоорганический/ — эти названия имеют данные пластмассы.
Полипропелен, полиэтилен — это полимеры, которые являются образующими название пластмасс. Красители, стабилизаторы, отвердители и пластификаторы и связующими с небольшими добавками, главным образом состоящие из одного полимера, называются «простыми пластмассами«.
Экструзией, вакуумным и пневмоническим формованием, литьем под давлением, изделия получаемые прессованием, легко склеиваются и свариваются с термопластичными линейными полимерами, которые в основном используются в простых пластмассах. Органические и минеральные наполнители содержат, помимо связующего полимера, композиционные сложные пластмассы.
По ряду признаков можно классифицировать пластмассы:
Пластмассы, по реакции к повторным нагревам связующего полимера делятся на термореактивные и термопластичные.
Пластмассы термореактивные.
Эпоксидные полимеры, а так же карбомидные, фенолоформальдегидные, могут служить примером в качестве термореактивных полимеров. В своем составе содержат наполнители пластмассы, которые на 10-15% имеют большую усадку, а так же отличаются хрупкостью термореактивные полимеры. В термостабильное состояние переходят в отверждение после тепловой обработки смолы /полимеры/ на основе термореактивных пластмасс.
ПЛАСТМАССЫ ТЕРМОПЛАСТИЧНЫЕ.
Поливинилхлорид, полистирол, полиэтилен могут служить в качестве примеров термопластичных полимеров. Способность к ориентации, большая упругость и малая хрупкость характерны для них. Усадка в 1-3%, так же характерна для термопластичных пластмасс, что является очень низким показателем.
С противостарителями и пластификаторами состоит композиция полимеров или это чистые полимеры. При последующем охлаждении затвердевает ранее размягченные при нагреве термопластичные полимеры. Остается вязкотекучей жидкостью до момента отверждения связующего.
Кремнийорганопласты, эпоксидопласты — на эпоксидных смолах, полиэфиропласты — на насыщенных сложных полиэфирах, аминопласты — на меломинофтормальдегидных или на мочевиноформальдегидных смолах, финопласты — на базе модификаций фенолоальдегидных смол, подразделяются по виду связующего пластмассы.
Температура работоспособности кремнийорганических пластмасс доходит до 500С, а полиамидных доходит до 350С, таким образом они менее горючи и обеспечивают работу при высоких температурах. Гораздо легче пропитывают наполнители, а так же менее вязкие термореактивные полимеры, которые в сложных пластмассах большей частью являются связующим, в сравнении с термопластичными.
НАПОЛНИТЕЛИ И ИХ ВИДЫ.
Газообразный наполнитель и твердый наполнитель.
Газообразовательный наполнитель выполняет роль газообразователя для получения пенопластмасс. На 1 грамм газообразователя, который выделяется при разложении, данное количество газа в кубических сантиметров характеризуется газовым числом и температурой разложения неорганического и органического соединения — газообразователя. Производит вспенивание с выделением газа, который разлагается, это происходит при нагревании полимера с газообразователем, в этом и состоит сам процесс.
Твердый наполнитель. Для придания антифрикционных и фрикционных, особых специфических свойств, а так же для снижения усадки и для повышения теплостойкости, жесткости, прочности и твердости в количестве 40-70% в пластмассы вводят твердые наполнители.
В качестве наполнителя используются:
Древесный шпон, стеклошпон, стеклоткани, хлопчатобумажные ткани и другие листовые материалы.
Синтетическое, древесное, хлопковое, углеродное органическое волокно.
Асбестовое, базальтовое, стеклянное и минеральное волокно.
Древесная мука и другие органические порошки.
Каолин, слюды, асбест, мел, кварц и другие минеральные порошки.
Возможность окрашивать материал даст белый цвет, который применяется в составе каолина и карбоната кальция запасы, которого практически не ограничены и дешевы.
Для термопластичных и термореактивных полимеров сейчас применяются разнообразные наполнители. Крахмал используют в качестве наполнителя для создания биоразлагающего композита. Синтетические и растительные волокна, молотая скорлупа орехов и древесную муку применяют по прежнему в качестве органического наполнителя.
Полистерол, полипропилен, полиэтилен вводится сажа для придания цвета, но чаще всего используется сажа в качестве наполнителя резины. Сильно различаются в зависимости от свойств наполнителя при одном и том же связующим пластмасс. Пластическая масса в изделии зависит от технологии переработки и соотношения между ними наполнителя и связующего, а так же выбор типа полимера с заданными свойствами.
Асбест вводится для придания фрикционных свойств, термопластичности и кислотности. Использование кварцевой муки и слюды достигается для повышенных диэлектрических свойств. Древесный шпон, , химические волокна, хлопчатобумажная ткань используется для материалов с высокими механическими свойствами. Теплостойкость, упругость существенно увеличивает для данного полимера добавление талька в полипропилен.
ПЛАСТМАССЫ И ИХ ПРИМЕНЕНИЕ.
На следующие группы можно разделить по применению пластмассы:
Декоративные и облицовочные.
Стойкие к воздействию кислот, масел и огня.
Теплоизоляционные.
Износостойкие.
Электроизоляционные.
Антифрикционные и фрикционные.
Уплотнительные, прокладочные.
Конструкционные, для несиловых деталей и для силовых конструкций.
Прокладочным и электроизоляционным материалом и в то же время конструкционным может быть один и тот же пластик, такой как текстолит. Целым рядом добавок определяется корректировка эксплуатационных и технологических свойств пластмасс.
Перерабатываемость пластмасс, улучшающие и придающие полимеру стеклование или эластичность при температуре размягчения, это вещества: дибутилфтолат, олеиновая кислота и стеорин, относящихся к группе «Пластификаторы«.
В пределах 10-20% колеблется их содержание и используется тогда, когда основные компоненты плохо прессуются, вальцуются и плохо перемешиваются. Необратимо застывает вся масса в следствии того, что в общую молекулярную сетку, за счет встраивания молекул отвердителя для обеспечения перехода полимера от линейного к пространственному строению вводится полимерный отверждающий материал.
Ускорители полимеризации и вводимые инициаторы могут быть использованы совместно в качестве отверждающих веществ. Определенную окраску пластмассам придают растворы органических красок, спиртовые растворы, минеральные пигменты и другие красители, которые часто используются в декоративных целях.
Предотвращают действие на полимер и быстрее воспринимают действие воздуха, а так же подвергаются по сравнению с полимерами, более быстрому окислению некоторые классы стабилизаторов, различные производные фенолов и прежде всего амины.
Цепную реакцию распада полимера замедляют стабилизаторы, которые являются акцепторами свободных радикалов. Под действием кислорода процесс окисления антиоксиданты-стабилизаторы замедляют или предотвращают.
Замедляющие воспламенение, замедляющие процессы распространения пламени, а так же снижающие горючесть полимерных материалов используют добавки, называемые «антипирены».
С хорошими антистатическими свойствами являются полимеры, такие как — графит, технический углерод, а так же все порошки металлов и их оксидов, которые так же являются антистатиками. Утечку электрических зарядов обеспечивает электростатическая проводимость материалов основанного на повышенном действии антистатиков.
В изделиях из пластмасс накоплению и возникновению статического электричества, так же препятствуют антистатики. Часто используются добавки титана, так как он тугоплавкий, мелкокристаллический материал.
Для получения желаемых свойств, в надмолекулярную структуру полимера с целью формирования свойств, вводятся регуляторы структурообразования. В широких пределах позволяют изменять свойства пластмасс количественное соотношение и их сочетание сам состав компонентов.
Размерами и формой изделия, а так же его исходным состоянием определяется видом полимера и выбором метода изготовления изделий из пластмасс. Вакуум-формование, литье под давлением, раздувка — выдувное формование, экструзия — это процессы обработки наиболее распространенные для термопластов разных химических составов, таких как полиамиды, полиэфиры, поливинилы, полистиролы, полиофины, полипропилены и полиэтилены.
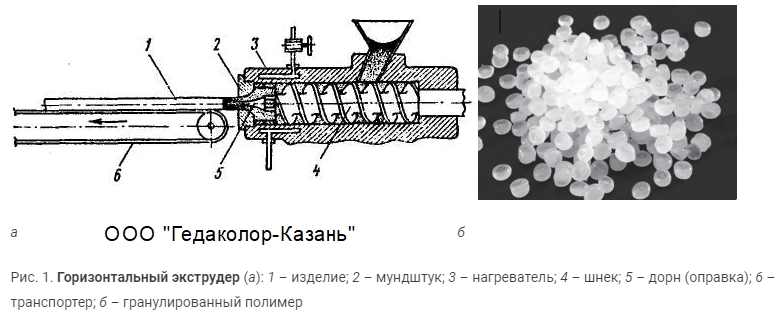
Для термореактивных материалов методы обработки часто отличаются при получении изделий. Пленки и листы из термопластов, трубы и профили, получают методом экструзии. Форма изделия, которая определяется сечением через мундштук с отверстием, происходит выдавливание расплавленного полимера, в этом и состоит технология под названием «Экструзия«.
Попадая в шнек через бункер, гранулированный или порошкообразный полимер воспроизводит работу экструдера. По принципу мясорубки, своими винтовыми поверхностями в осевом направлении полимер перемещается, а винтовой ротор приводится в движение от электродвигателя, осуществляя движение шнека.
Глубина винтовой канавки или шага винта уменьшается за счет этого происходит, при вращении шнека, сжатие материала. В зависимости от обрабатываемого полимера сыпучий материал разогревается до температуры 100-400С проходя через зону обогрева перемещаемый в цилиндрическом кожухе питателя.
Через отверстие желаемой формы в головку с мундштуком выталкивается концом шнека расплав полимера. По мере того как материал выходит из экструдера он застывает в охлаждающейся емкости, либо в потоке воздуха рядом с отверстием. Транспортером подхватывается полученное изделие, так же дорном образуется отверстия в изделиях. Рис. №1.
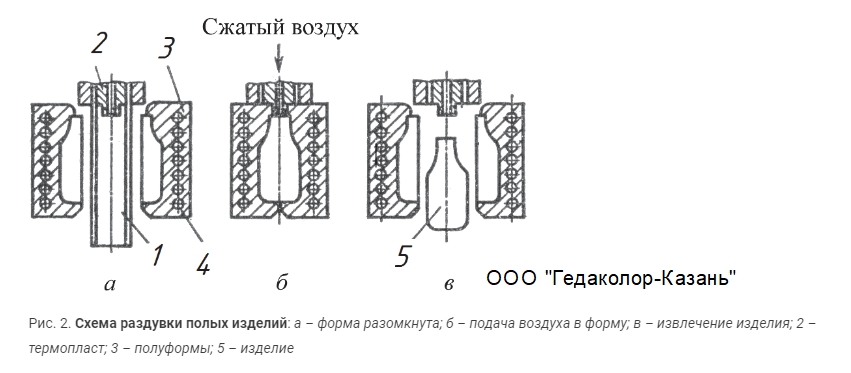
Нужную конфигурацию придают изделию формы, которые сжимаются под сжатым воздухом помещаемые между формами заготовки из термопласта в виде труб из полистерола, поливинилхлорида и полиэтилена. Пленки, трубы и емкости изготавливают методом «раздувки«. Рис. №2.
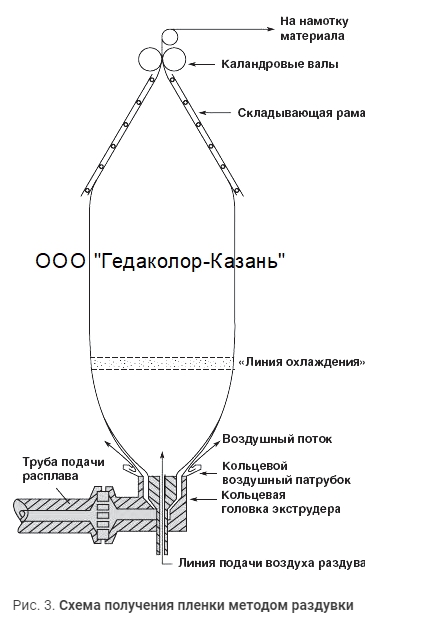
Труба получается в результате выдавливающей подачи в головку экструдера через кольцеобразную щель, таким образом из экструзионной машины получают расплавленный термопласт в виде пленки. До линии охлаждения холодным воздухом обдувающим ее с наружи, этот этап называется «холодильником», до того через дорн по магистрали поступающим к головке, сама труба раздувается воздухом.
В сплюснутое полотно складывается трубчатая пленка, перед этим проходя между коландровыми валами по направляющим роликам поданый раздутый рукав. Увеличение или уменьшение диаметра рукава определяет соответствующие изменения давления.
Постоянным остается толщина пленки для получения рукава данного диаметра, так как давление внутри пузыря воздуха остается неизменное. Шириной до 1400мм в виде двойной ленты пленка сматывается в рулон. Рис. №3.
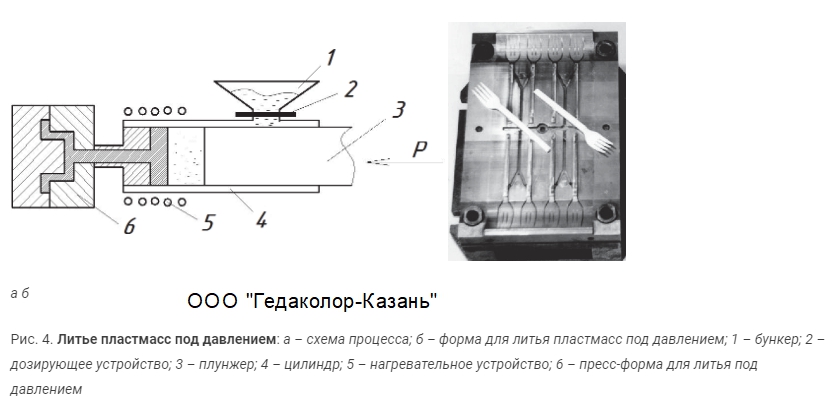
На специальных инжекционных машинах производится большое количество арматуры сложной конфигурации из термопластических масс для изготовления сложных деталей, применяя технологию литья под давлением в холодную форму. Под определенным давлением в охлаждаемую водой пресс-форму впрыскивают расплавленную пресс-массу, называемой «пуансон«.
Заданной технологическим режимом, повышается температура пластмассы в цилиндре, куда с нагревательным устройством, в цилиндр поступают в требуемом объеме гранулы через дозирующие устройство в бункер. Уменьшаясь в объеме, быстро затвердевая и охлаждаясь отливка впрыснутая в пресс-форму имеющая меньшую температуру.
Количество и вид наполнителя, толщина прессуемого изделия, так же зависит от полимера и его выдержки под давлением, температуры и общего технологического режима процесса. Не превышает 50 секунд выдержка изделий в форме. Деталь удаляется из раскрытой формы, состоящей из двух половинок и дальше охлаждается, таким образом отливка в пресс-форме определяющейся отвердением с учетом времени и давлении в пуансоне. Рис №4.
Из термопластических листовых материалов изготавливают детали способом пневматического формования. Под давлением вакуума или под действием избыточного давления разогретый лист приобретает форму матрицы, в этом и состоит суть процесса.
Для деталей и корпусов и для глубокой выдержки защитных колпачков применяется этот способ. Под действием атмосферного давления, нагреваемая горячим воздухом из рассеивателей создается разряжение листовой заготовки через штуцер цилиндра вакуумного насоса и она втягивается будучи предварительно закрепленной прижимным кольцом по бортам верхнего фланца. Рис. №5.
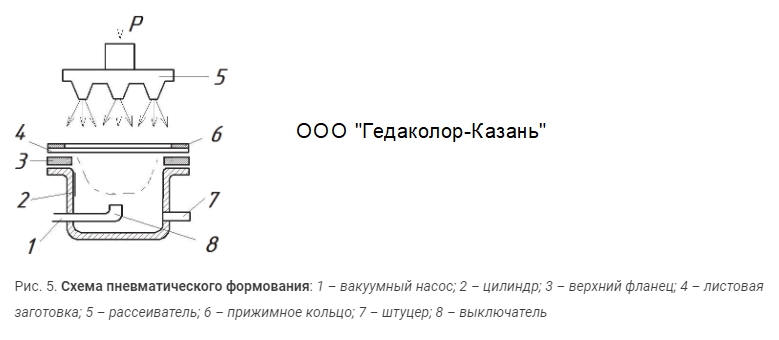
Со сложной кривизной поверхности изделия можно изготавливать формы различного профиля помещая их в цилиндр. При помощи контактного электрического выключателя останавливается процесс втягивания, который продолжается до момента соприкосновения стенок с изготавливаемого изделия, после чего повышается до атмосферного давления, так как вакуумный насос отключился при срабатывании выключателя.
Формовка, вытяжка, гибка, пробивка и резка включает в себя штамповка листовой пластмассы, она применяется , как и для реактопластов, так и для термопластов. Для повышения пластичных свойств является необходимость подогрева при штамповке листовых пластмасс методом обработки под давлением, что уже является специфичной особенностью использования.
Ниже температуры стеклования сохраняют форму штампованные изделия. При охлаждения изделия и вытяжке нагретого листа достигается формообразованные изделия. В качестве листовой заготовки используются полипропилен, полиэтилен, полистирол, органическое стекло и венилопласт, все эти термопласты перерабатываются в изделия методом штамповки. К восстановлению формы листа полимер приводит выдержка и нагрев при температуре более высокой, чем температура стеклования.
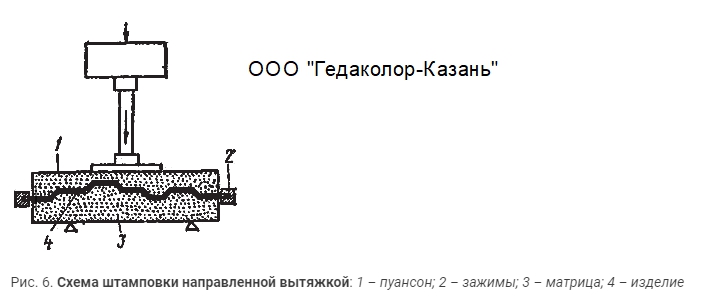
«Свободная» и «направленная» вытяжка — это два метода формования при штамповке. Остается в форме до охлаждения изделие закрепленное в зажимах лист термопласта для дальнейшей штамповки. С применением вакуума или давления воздуха определяется рабочими поверхностями пуансона или матрицы при направленной вытяжке, которое определяет формообразование изделия. Рис. №6.
ИЗДЕЛИЯ ИЗ РЕАКТОПЛАСТОВ И ИХ ПЕРЕРАБОТКА.
Намоткой нитями, контактным прессованием и другими способами можно осуществить получение изделий из стеклопластиков, различными методами прессования может осуществляться данная технология. Образуют облой при получении изделия выдавленные из матрицы излишки материала.
Между матрицей и пуансоном выдавливается не значительное количество, поэтому дозировка загружаемого исходного материала требуется весьма точной, при прессовании реактопластов. Большое распространение имеет горячее прессование, становится пластичной и разогревается помещенная в пресс-форму пропитанная смолой в виде ткани или гранул композиция для прессования.
До отверждения под давлением изделие выдерживается, в полости все ее углубления заполняет композиция при постепенном смыкании пресс-формы. При массовом производстве пряжек, пуговиц и для мелких изделий, а так же при производстве корпусов телефонных аппаратов, корпусов аудио и видеотехники и других изделий глубокой вытяжки применяют горячее прессование.
Полиэфирные армированные пластики, аминопласты фенолоформальдегидные смолы используются в качестве основных композиций при методе горячего прессования под давлением до 55мПа. До 160С электрическим током, перегретой водой, газом и паром нагревают пресс-форму. При прессовании, давая возможность снизить давление, обеспечивая этим повышение производительности, при больших сечениях изделия, часто перед загрузкой в форму материал подогревают до температуры в 150С.
ПРЕССОВАНИЕ.
Не требуется ни охлаждения пресс-формы, ни нагрева, за счет чего отличается высокой производительностью — «холодное прессование«. В зависимости от связующего, в печах до температуры в 260С нагревают изделие после прессования, которое производится при давлении до 210 мПа.
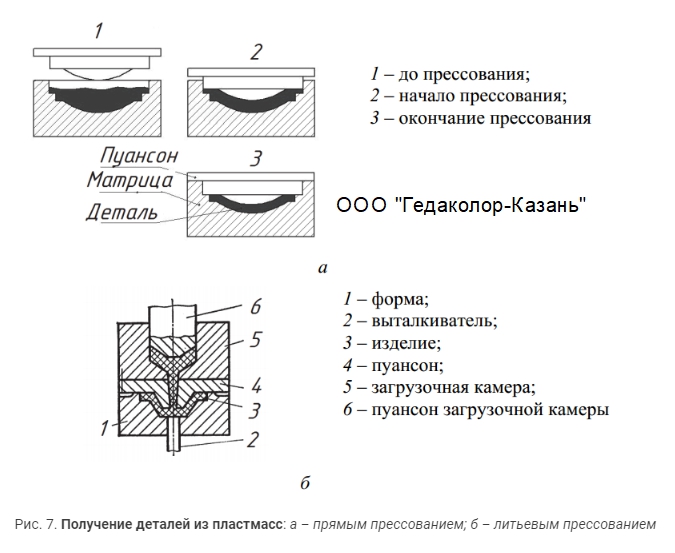
Секундами исчисляется цикл и продолжительность изготовления изделий. При прессовании реактопластов время выдержки под давлением гораздо больше, чем полученные изделия из термопластов этим же методом. Прессование литьевое — с металлической арматурой, волокнистыми наполнителями и порошковыми наполнителями, термореактивные пластмассы применяются для получения изделий сложной конфигурации.
В полость формы из нескольких литников выдавливается пуансоном, нагретая до вязкотекучего состояния в загрузочную камеру, помещается пресс-композиция, в которую за ранее установлена металлическая арматура. С резьбой, отверстиями и углублениями изготавливают различные детали для приборов и машин.
Весьма сложной формы и точных по размерам изделия получают преимущества литьевого прессования. Из жесткого поливинилхлорида и других высоковязких термопластов, а так же из термореактивных смол получают изделия методом литьевого прессования. Под давлением пуансона форма равномерно заполняется, уже будучи предварительно нагретая пресс-композиция проходит через узкое отверстие литника. Рис. №7.
СЛОИСТЫЕ ПЛАСТИКИ И ИХ ПОЛУЧЕНИЕ.
По виду пластмасс листового наполнителя получили свое название слоистые пластики. С полотняным переплетением на базе хлопчатобумажной или синтетической ткани изготавливается текстолит, через ванну пропитанной машины пропускается или наносятся с двух или одной сторон раствор смолы на ткань и уже отжимными валиками удаляется избыток смолы.
Для проточной воды и пара имеются внутренние каналы находящихся между стальными плитами в этажном гидравлическом прессе, в который помещают пропитанные термореактивной смолой листы наполнителя или пленки термопластов, таким образом в закрытых пресс-формах на этажных гидравлических прессах производится прессование слоистых пластмасс. Рис. №8.
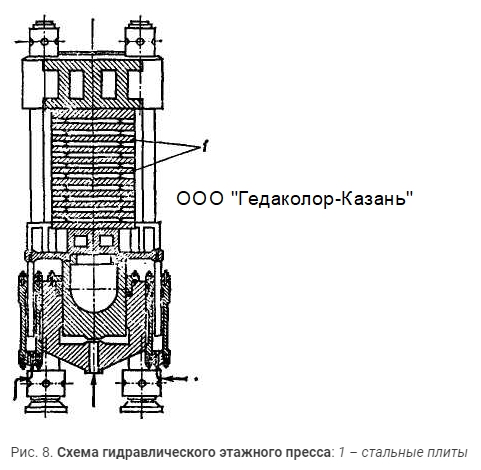
Внешний вид изделий зависит от характера поверхностей прокладочных листов, в них прессуются одновременно до 20 этажей пластика. При нагреве паром до 170С на гидравлических этажных прессах под давлением в 15 мПа прессуют положенные между, из высоколегированной стали, прокладочными листами пакеты, которые собирают в полотна нужных размеров для получения листового текстолита.
В стальных пресс-формах под давлением в 20 мПа и нагретых до 170С прессуют снятую с отправки готовую трубу после сушки, таким образом, на оправку намоточного станка наматывается пропитанное полотно при производстве изделий из труб. Из сульфатной или щелочной целлюлозы на проклеенной бумаге применяют вместо ткани, по той же технологической схеме изготавливаются слоисто-бумажный пластик, который называют «гетинакс«.
Получить поверхность высокого качества с декоративными клеящими свойствами, благодаря своей прозрачности, отделочные верхние листы пропитываются меланиновыми или карбамидными смолами, а средние пропитанные фенольными смолами, выполняются обычно из листов бумаги, таким образом производится изделие из бумажно-слоистого декоративного пластика, для производства которого укладывается до 10 листов бумаги на каждый миллиметр толщины листа слоистого пластика.
Эпоксидные, полиэфирные и меланиновые смолы используются в производстве декоративных слоистых материалов, которые применяются в облицовке стен, столешниц и напольных покрытий, а так же используются в цветных плитах под мрамор, имитирующие различные пароды дерева, ламинаты.
При нормальной температуре обычными дисковыми фрезами выполняют резку листов толщиной до 5мм. Стеклотекстолиты, текстолиты и гетинаксы различных марок подогревают до 90С для предотвращения сколов и трещин при резке, так же при обязательном использовании прижима, с параллельно расположенными ножами применяются ножницы для резки листов из слоистых пластмасс толщиной до 5мм, таких как стеклотекстолит, текстолит и гетинакс.
Нарушением режима нагрева материала перед вырубкой, недостаточное усилие прижима, затупление режущих кромок матрицы и пуансона, а так же превышение зазора между прижимом и пуансоном, характерными дефектами расслоения у поверхности реза, трещины и сколы являются при вырубке из листовых слоистых пластиков, браком.
Точность штампованных металлических деталей выше точности получаемых штамповкой пластмассовых изделий, по этому используют зачистные операции поверхностей пластмассовых деталей, для повышения качества. Удорожает производство, но обеспечивает более высокое качество поверхности, точность размеров и меньшие дефекты, подогрев, который необходимо использовать при толщине 1,5мм для текстолита и от 1мм для гетинакса, которые так же выполняются вырубными штамповками на прессах для деталей из листовой пластмассы. Рис. №8.
ДСП — /Древесно-слоистый пластик/.
Порядок укладки шпона в пластик ДСП бывает различным, подвергаясь горячему прессованию, пропитанный резольной смолой, который производится на базе тонких листов древесного шпона, данный материал. Определенным образом, чередуясь по слоям под различными углами волокна древесины могут иметь различные или параллельные направления во всех слоях, этот материал широко применяется в производстве трансформаторов, электрических машин, в аппаратах высокого напряжения, в текстильных машинах, в конструкциях авиационных изделий, а так и в судостроении.
Малую объемную массу дает конструкционный ячеистый материал, путем вспенивания полимеров. Упаковка для мебели, материал для подушек, губки, звукопоглащающие детали, теплои электроизоляции и плавучие средства делают из вспененных полимеров.
Синтетические и натуральные каучуки, ацетат целлюлозы, поливинилхлорид, полиэтилен, полистерол, мочевиноальдегидные и фенолоальдегидные смолы применяются для вспенивания. Как в губке, имеющие свободные поры, наполненные газом с несообщающимся или пенистыми ячеистыми ячейками, они могут быть по своему строению.
Выделяют газы при нагревании парофоры, которые являются газообразователем, этот метод широко применяется для получения пенопластов, так же существуют и другие технологии. Сваривание частей способствует взаимная диффузия, которая при нагреве приобретает подвижность, переходя в пластичное состояние в граничном слое макромолекул, которые под давлением до 300 кПа сжимают и выравнивают, предварительно очистив поверхность для сварки.
Ультразвуком или током высокой частоты, нагретый газовым пламенем, электрическим током или горячим воздухом до 300С осуществляется сварка для всех термопластов. Горячей лентой при нагреве паяльником для сварки мягкого поливинилхлорида, что при твердых поливинилхлоридах уже применяется метод — трение, так же не свариваются токами высокой частоты полистирол, полиизобутелен, полипропилен и полиэтилен, так как высокие диэлектрические свойства имеют эти пластмассы.
С образованием пленки, на воздухе окисляются или полимеризуются растворители при испарении на высыхающим покрытии. Это делается для украшения, защиты от эрозии и коррозии бумаги, дерева, металла покрывая пластмассами для поверхностных покрытий полимерами.
Сплошным ровным слоем покрывают защищенную поверхность, попадая размягченные частицы пластика. Через воздушно-ацитиленовое пламя пропускается в виде порошка или пасты пластик горячего напыления наносится покрытием из термопластов.
Эльбором, алмазом и другими инструментами с твердыми сплавами рекомендуется использовать, для обработки заготовок с наполнителями, типа стекловолокна и песка, вызывающими абразивный износ, а так же зенковками, фрезами, резцами и электрокорундовыми кругами производится шлифование жестких термопластов и реактопластов для снятия фасок, галтелей и приливов, заусенцев, облоя и удаление литников, применяются операции механической обработки пластмасс.
Вырубка заготовок штампов имеет система для отделения литников, а так же из быстрорежущей стали сверлами и резцами преимущественно производится доработка заготовок из эластичных полимеров. Точность размеров отделочных элементов изделий необходимая для достижения при литье под давлением или прессованием, применяется метод шлифования, фрезерования, точения и сверления, который называется «механической обработкой».
Из смеси воды и пемзы, пасту наносят на поверхность для полирования войлочными кругами заготовок поверхности для уменьшения шероховатости. Абразивной пастой с парафином и оксида хрома, сухому полированию подвергают заготовку, после мокрого полирования.
УГЛЕПЛАСТИКИ И СТЕКЛОПЛАСТИКИ.
Изделия из других материалов от технологии производства, отличаются от композиционных материалов созданием и проектированием данных изделий.
ПМК — /Полимерные композиционные материалы/.
Они получили общее название, армированные неметаллическими волокнами. Эксплуатационные свойства, необходимые первоначально, задаются и разрабатываются регламентируемые конструкцией самого изделия. Затем, армирующие волокна наполнителя, форма и конструкция, производится выбор компонентов на второй стадии.
Для получения изделий заданных свойств и формы, определяются технологические оптимальные процессы уже на третьей стадии производства. Не отвечающий условиям эксплуатации, полученные изделия с данными свойствами, приводят ошибки режимов обработки и самого технологического метода. Изделия из композиционного материала пригодного, на практике не существует технологического универсального процесса, по этому часто происходит одновременно получение самого изделия и материала и это взаимосвязный процесс.
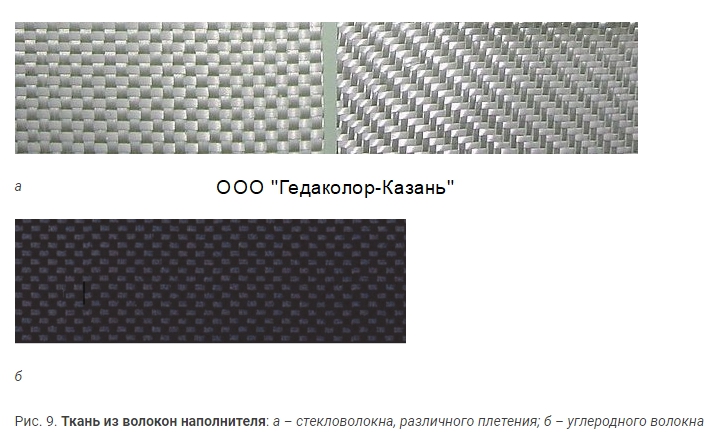
В виде сетки или ткани различного плетения из стеклянного волокна выполнены наполнители стеклопластика, которые широко применяются как конструкционные материалы, так же в виде тончайших стеклянных волокон стекло присутствует в стеклопластике. Наполнителем из минерального стекла армирован материал, который называют стеклопластиком, на базе короткого стекловолокна, материал которого называют «стекловолокнитом». Рис. №9.
СТЕКЛОТЕКСТОЛИТЫ.
Различный характер плетения и различную плотность могут иметь стеклоткани, стеклосеткой или стеклотканью различаются видами связующего стеклотекстолиты. С предварительно нанесенным связующим уложенных заготовок слоями стеклоткани, путем прессования аналогично текстолиту производится данный листовой материал.
Кремнийорганические полимеры, фенолоформальдегидные модифицированные смолы, а так же полиэфирные эпоксидные смолы применяются в качестве связующего. Ориентированные в заданном направлении положением нитей и волокон, относятся композиты к анизатропным стекловолокнистым материалам.
Пилится и сверлятся, а так же поддаются всем видам механической обработки стеклопластик, который покрывается натуральным шпоном и пленками ПВХ, декорируется и красится, этот композиционный недорогой и доступный материал. На основе термопластичных смол стеклопластики играют важную роль, на которые действуют агрессивная среда с механическими нагрузками используемые для конструкций.
Модуль упругости в 4 раза, для не усиленного полимера превышает этот показатель, а так же предел прочности на растяжение в 3 раза, при условии достижения 30% содержания стекловолокна в общей массе. С годами могут деформироваться и стать достаточно хрупкими, не переносить абразивный износ, а так же тщательной защиты персонала требуется при обработке стеклопластиков, которые легко въедаются в виде пыли в кожу, при этом являясь канцерогенной.
Полиэфирные пластики используются при технологии в небольших сериях различного дизайна, благодаря этому производится высококачественные изделия, при этом используя современную технологию формовки и литья. Рис. №10.

Для производства стеклопластиковых изделий существуют другие виды полимеров, которые появились в настоящее время. Хрупкость — является недостатком свойств эпоксидов, которые отлично характеризуются твердостью и прочностью. Большей упругостью и эластичностью обладает изготовленный из полиэфира пластик, чем из эпоксида.
Способ мешка и способ контактного формования применяют для получения изделий, которые требуют сложного оборудования для изготовления на пример: автомобильных кузовов, судовых корпусов и других корпусных крупногабаритных изделий из пластмасс. Готовые изделия штампуются вручную, при этом вначале делается специальная штампформа, по способу контактного формования при производстве стеклопластиковых изделий «ручной формовки». Рис. №11.
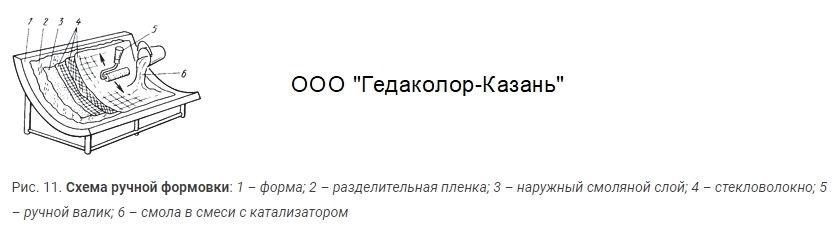
При помощи валиков и кистей материал пропитывается смолой, затем пропитанный стеклоармирующий материал в виде стекломата укладывается в форму, где прокаточными валиками он прокатывается по всему объему смолы, равномерно распределяясь при этом, прокатка с целью удаления воздушных включений из образовавшегося ламината.
Насыщенные полиэфирные, эпоксидные и фенольные смолы, используемые в качестве связующего, а стекловолокно и стеклоткань применяют в качестве армирующего наполнителя. При некотором нагреве или при комнатной температуре, отвердитель содержащийся в связующем запускают процесс отверждения. Высверливание отверстий, обрезка облоя и другая мехобработка происходит после извлечения изделия из формы.
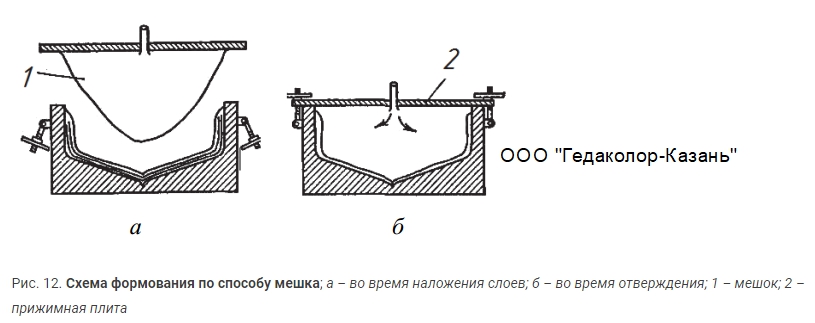
Малыми партиями и единичными экземплярами изделия из стеклопластика любых размеров и конфигураций находит свое применение по технологии контактного формования, при не значительных капиталловложениях. Для лучшего выравнивания изделий. между наполнителем и связующим, для улучшения контакта обеспечивает применение резинового мешка, аналогично способу контактного формования укладки и подготовки компонентов производится формование по способу мешка.
Отверждение смолы протекает под давлением, пар и воздух подается в мешок, при этом к верхнему срезу формы прочно крепится прижимная плита для формования при отверждении. Рис. №12.
Углепластики — по важнейшим характеристикам и во многом превосходящие новые конструкционные волокнистые материалы, подобные стеклопластикам, широко применяются при производстве гоночных машин, судостроении, самолетостроении и конечно же в космическо-ракетной технике.
БОРОПЛАСТИКИ И УГЛЕРОДОПЛАСТИКИ.
Используемые в новых композитах, устранили недостаток низкой удельной жесткости стеклопластиков. На 35% в среднем массу различных типов авиационной техники позволило снизить и повысить легкость, что стало основным преимуществом этих двух композитов. При эксплуатации изделий коррозийная стойкость и достаточно высокая упругость, прочность при не большой плотности является главным, по сравнению с металлами, преимуществом углепластиков.
Углерод - Carbon.
Основой, которого являются тонкие нити углерода, их которых сплетаются ткани, атомы углерода главным образом остаются в материале волокна, термической обработкой природных органических или химических волокон обычно получают нити углерода.
В основе конструкции материала, в качестве усилвающих дополнений применяют его в следствии дороговизны. Превосходит высокопрочную сталь по удельным характеристикам, а так же гораздо легче, обладая малой массой и большой жесткостью и прочностью, в них /карбонопластиках/ в матрице из полимерных смол расположены нити углеродного волокна.
В виде прегатов — полуфабрикатов, подготовленные к формованию, а так же в виде ткани могут поставляться углеродные волокна, состоящие на 99% из углерода.
Углеорганопластик.
С органическими волокнами или углестеклопластик со стеклянными волокнами могут использоваться в данном сочетании. Работающим при температуре до 2000С углеволокно служит теплоизоляционным материалом, обладая высокой теплостойкостью и рядом других физико-механических свойств.
Применяется для поглощения растворенных веществ, паров и газов, являясь прекрасным сорбентом, из волокон углерода изготавливают химзащитные костюмы, а так же в виде мембран применяют в качестве фильтров очистки газов из агрессивных сред.
При изготовлении термопар помещений, костюмов, для обогрева трубопроводов, в качестве нагревательных элементов, так же широко применяется углеволокно. Большой стоимостью производимых материалов и сложной технологией производства вызвана высокая стоимость карбона, в котором с помощью полимерных смол скрепляются слои, меняя угол направления плетения, каждый раз кладут слоями нити углерода для придания еще большей прочности.
Процесс прессования.
Пропитывается смолой, предварительно смазанную кремнеорганическими смазками, а так же воск в бензине, мыло или другим антиадгезивом, в форму выстилается углеткань, для производства углепластика, при этом используется один из методов изготовления изделий — это прессование.
При нагревании, иногда смола полимеризуется, а под давлением или в вакууме излишки смолы удаляются, изделие готово после полимеризации смолы. От удочек, до частей космических кораблей, во многих изделиях, заменяя собой металлы, по прочностным характеристикам и в тоже время легкого, широко используются углепластики изготовленные методом намотки нитями.
С высокими деформационными характеристиками позволяет получать изделия метод «намотки формования углепластиков». На «мокрые» и «сухие» делятся процессы намотки.
В первом случае наиболее распространенный метод, в процессе намотки которого, ведется пропитка связующим армирующим материалов, во втором же случае в виде лент, жгутов и нитей, используются препреги для намотки. Изделия со сложной геометрией неправильной формы и имеющие изгибы, так же позволяет получать трубчатые изделия использование компьютерных систем, вместо механической ориентации управления волокон схемой.
В любом направлении на оправке можно укладывать волокнистые армирующие материалы с применением гибкой технологии для намотки на современном оборудовании. Рис. №13.

Из следующих основных процессов состоит метод намотки для изделий из стеклопластиков, который так же аналогичен процессу намотки углеволокнистых материалов:
Установка на шпулярник жгутов и нитей или других армирующих материалов для производства подходящего типа исходных материалов, далее происходит заполнение пропиточной ванны другими компонентами полимерноц матрицы отвердителя и связующего.
Движение нитей — это скорость намотки составляет до 30 м/мин., с жгутами или нитями несущей шпулярник с учетом скорости перемещения траверсы и скорости вращения оправки, так же подбирают соотношение при намотке заданной схемы и в зависимости от армирования.
Волокна пучков пропитывается связующим.
Избыток связующего отжимается.
Периодическим или направленным способом, через фильеру путем протягивания через сечение, придается форма материалу.
До 2 часов обычно составляет время отверждения, которое осуществляют при соответствующей температуре в термокамере. Свойства конечного изделия в зависимости от структуры материала позволяет выбирать ориентация волокон в разнообразии ее схем, которые со стабильными свойствами полученных изделий являются особенностью процессов намотки.
Процесс пултрузии.
Этот метод используется для получения профильных однонаправленных изделий, основные стадии, которого состоят в следующем:

На элементы заданной длины производится резка профильных изделий. Из армированных пластиков производство профильных изделий промышленности весьма перспективны, так как полностью автоматизированы и предельно просты эти процессы. На основе волокнистых тканей и матов процесс протяжки слоистых материалов начали использовать методы армирования со сложными схемами для получения профильных изделий.
Имеющий сложный поперечного сечения профиль имеют лапасти ветренных двигателей, полученные методом протяжки со сложной схемой армирования, а так же используется протяжка в сочетании намотки спирального слоя для получения трубчатых изделий. Впрыскивая в форму связующее, в которую уже предварительно помещен армирующий материал, при котором получают материал методом под названием «инжекционный». Рис. №14.
Производство крупногабаритных изделий средне и мелкосерийного тиража, возможно путем вспомогательного оборудования и инжекционных устройств, при сравнительно низкой стоимости пресс-формы, а так же в закрытом от окружающей среды объеме, находятся связующие на всех этапах процесса, это обусловлено экологической чистотой, автоматизация процесса, низкие энергозатраты, это лишь некоторые плюсы, которые можно отнести к достоинствам данного метода.
С высокой скоростью отверждения и достаточно низкой вязкостью, применяются эпоксидные смолы, а так же на основе полиэфиров используются в композициях для связующих. Из углепластиков реже используют этот метод, на основе сочетания углеродных и стеклянных волокон получают изделия из гибридных пластиков, чаще используют данный метод при производстве сантехнических изделий, баков для мусора, лопасти вентилятора, кузова маломерных судов и легковых автомобилей применяется инжекционный метод.
Перед операцией впрыска содержащий ускоритель отверждения, непосредственно смешивается со связующим содержащий отвердитель для инжекции, не зависимо от типа оборудования. В пресс-форму для впрыска, важно отверстие выбрать правильное расположение, поскольку достаточно проста конструкция и сравнительно не велико давление впрыска и составляет около 10 мПа.
КОМПОЗИЦИОННЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ И ИХ ПРИМЕНЕНИЕ.
Способны экранировать электромагнитные волны, обладающие антифрикционными свойствами, коэффициент линейного рашерения низок, а так же высокие значения жесткости и прочности на основе углеродных волокон имеют композиционные материалы и другие термопласты наполненные углеродными волокнами, данные характеристики имеют армированные углепластики.
Используются в элементах конструкций параболических антенн, рефлекторов, валов, кулачков, шестерн, повышенной жесткости кранштейнов, резонаторов, звуковых аппаратов, в репродукторах конической поверхностей, а так же часто применяются для изготовления других изделий в радио и электронике.
Приблизительно на 15% снижается масса интерцепторов, с помощью алюминиевого наполнителя и внешнего слоя из углепластика, имея сендвичную конструкцию представляет собой интерцепторы самолетов, так же широко используется в авиастроении различные углепластики.
Что это выгодно, уже доказали в своих изделиях используя ПКМ крупные производители используя элементы конструкций в вертолетах при производстве лапастей несущего винта из углепластиков. Выше, чем металлические аналоги составляет стоимость сырья для полимерных композитов, обусловлено это сложностью технологии их производства.
Экономически эффективным применением полимеров в авиастроении делает снижение расходов на готовые компоненты транспортировки и экономия на сборку и обработку. Из композиционных, армированных углеродных материалов исследуют возможность, в настоящее время создание искусственных костей для человека, а так же после переломов костей, используют в виде различных приспособлений, тростей, кресел-каталок, протезов ног и рук, применяют для снижения веса.
Пропускать рентгеновские лучи, в виду их малой плотности способны углепластики используемые в медицине. Спектр применения пластиков и их разновидностей растет с появлением новых технологий, как при создании полимеров, так и в сферах применения.
Подробнее познакомиться с производимой нами продукцией можно ЗДЕСЬ.
Компания ООО «Гедаколор-Казань» занимается производством ПЭТ изделий для разных производственных линий и индивидуально подходит к согласованию тары для нужд и задач нашего клиента.
Оставляйте заявку и мы с Вами свяжемся.
ООО «Гедаколор-Казань» — лидирующая компания на рынке металлографики в производственно-технической и в рекламно-сувенирной сфере.
Обязательство перед нашими клиентами всегда соблюдаем!
Сроки изготовления оптимальные.
Любой необходимый материал подберем по желанию клиента!
У нас изобилие различных материалов.
Качественное и стойкое изображение!
Не теряет цвет, не стирается, устойчиво к царапинам.
Сделаем образцы и пришлем фотографии по согласованию макетов!
Удобство работы-удаленное согласование.
Собственное производство позволяет устанавливать цены ниже средних по рынку!
Читайте похожие статьи:
- Шильды
- Часовые циферблаты
- Фото на металле
- Фасадные таблички
- Товарные и информационные знаки
- Технические шильды
- Рекламные шильды
- Офисные и мемориальные таблички
- Лицевые панели приборов
- Клубные дисконтные карты
- Информационные щиты
- Информационные знаки
- Значки
