ТЕХНОЛОГИЯ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ.Компания ООО «Гедаколор-Казань» занимается производством работ лазерной резки металлов по современной европейской технологии.
Подробнее читайте в разделе «Технология».
Смотрите наше ПОРТФОЛИО здесь.
СОДЕРЖАНИЕ:- Расчет стоимости лазерной резки. /Ценообразование/.
- Применение в практике лазерной резки металлов.
- Альтернативная резка металлов:
а). Гидрообразивная резка металлов.
б). Газовая резка металлов.
в). Плазменная резка металлов. - Отдельные виды металлов и их особенности резки.
- Качество лазерной резки и ее характеристики.
- Лазерная резка металлов на оборудовании.
- Технология лазерной резки металлов. /Что это?/.

- РАСЧЕТ СТОИМОСТИ ЛАЗЕРНОЙ РЕЗКИ. /ЦЕНООБРАЗОВАНИЕ/.
Стоимость лазерной резки металлов формируют ряд параметров, которые оговариваются за раннее с заказчиком.
Чем выше цена, тем больше требуется резов для достижения результата.
Это относится к сложным формам деталей.
Сплавы алюминия, титана, латуни и меди резка, которых стоит в два раза дороже, чем например, резка нержавейки, стали или черных металлов, то есть расчет стоимости лазерной резки зависит от металла, что влияет на конечное ценообразование.
В зависимости от технического задания и ряда составляющих условий, цена на услуги лазерной резки металлов может меняться.

2. ПРЕМИНЕНИЕ В ПРАКТИКЕ ЛАЗЕРНОЙ РЕЗКИ.Качество готового изделия будет зависеть от его точности, поэтому нужно уделить особое внимание созданию технического макета.
/Подробнее читайте в разделе «Подготовка макета для лазерной резки»/.
Напомним, что чертежи должны быть выполнены в программах-редакторах CorelDRAW и AutoCAD, поскольку большинство станков используют эти форматы макетов.
Для лазерной резки металлов к макетам используются следующие требования:
а). В одном файле должна быть размещена вся информация о чертеже.
б). Рабочий материал, количество деталей должно быть указано для производства лазерной резки в данном чертеже.
в). Линии реза не должны пересекаться, т.к. по одной и той же траектории будет проходить лазерный резак и произойдет наложение линий друг на друга, поэтому данное действие нужно исключить из чертежа.
г). Используем команды для создания контуров – ARC, LANE, CIRCLE.
д). Внутренние и внешние контуры чертежа должны быть замкнуты.
е). Чертеж должен быть выполнен в масштабе 1:1.
3. АЛЬТЕРНАТИВНАЯ РЕЗКА МЕТАЛЛОВ.

а). Гидрообразивная резка металлов.
К недостаткам можно отнести высокую себестоимость процесса и высокую стоимость оборудования, а так же низкую скорость в сравнении с лазерной плазменной резкой.
Так же, эта технология имеет и ряд плюсов:
-Работа является пожаробезопасной.
-В рабочем процессе отсутствуют вредные выделения.
-Термочувствительное сырье легко поддается обработке.
-Отсутствие плавления и пригорания обеспечивает высокое качество реза.
-Эта технология применима к любым материалам.
Смывая отрезанные частицы смешанная струя разрушает целостность металла.
Смешиваясь с образивом вода врывается в камеру со скоростью 1000м/сек под давлением в 6000 атмосфер в режущую головку.
Образивные частицы, такие как гранатовый песок, электрокорунда, зерна кремния или карбида вступают в смесь с водой, что уже является рабочим инструментом для гидрообразивной резки металлов.
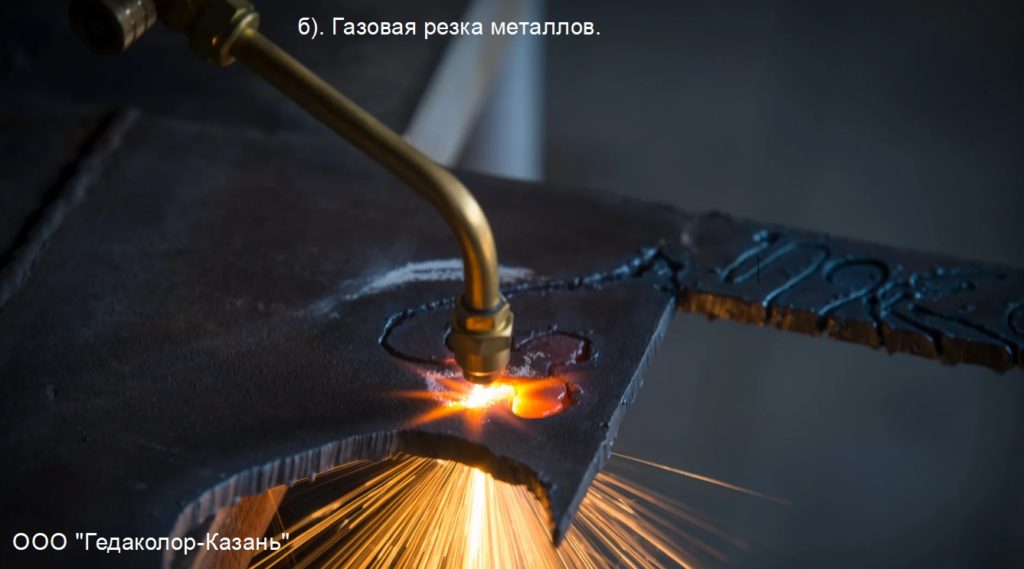
б). Газовая резка металлов.
Данная технология уступает в качестве реза металлов по сравнению с плазменной и лазерной, а так же подходит не для всех видов металлов.
Мобильность оборудования, простота и невысокая стоимость газовой резки является ее неоспоримым преимуществом.
Для сталей со средним или низким содержанием легирующих элементов, а так же температура плавления выше, чем горения, то для данных металлов эта технология хорошо подходит.
Технология газовой резки металлов заключается в следующем:
При контакте с раскаленным металлом, который разогрет газом пропаном или ацителеном до 1000-1200 С подключается кислород и режет его.

в). Плазменная резка металлов.
В соответствии с техническим заданием, ввиду большой точности и эффективности, так же при сложной геометрии, плазменная резка металлов при работе с тонкими материалами уступает лазерной, но для материалов толще 6 мм. затраты энергии и времени уже на стороне плазменной резки.
В точности и качестве кромок плазменный рез, так же проигрывает лазерному, поскольку степень соответствия по перпендикулярности лазерный рез выше.
Стоит отметить, что преимущества технологии плазменного реза, это сложность геометрической формы, а так же хорошей работой с тугоплавкими металлами и любым другим сырьем.
Струя плазмы выступает в качестве режущего инструмента, в этом и заключается технология раскроя металла.
4. ОТДЕЛЬНЫЕ ВИДЫ МЕТАЛЛОВ И ИХ ОСОБЕННОСТИ РЕЗА.
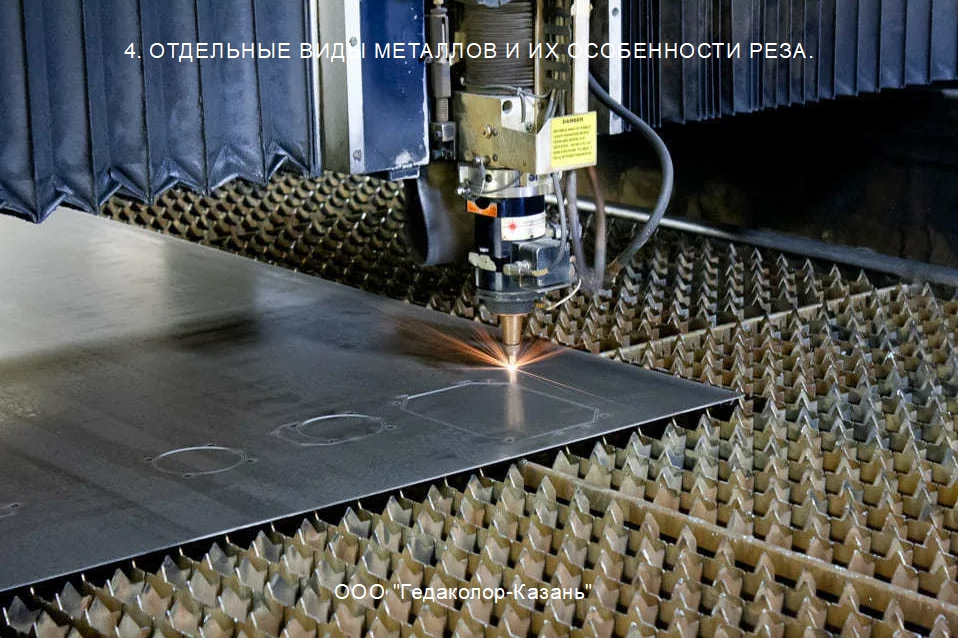
Для дальнейшей сварки или монтажа готовую поверхность можно получить в результате ровного лазерного реза, так же линию реза можно направить под любым углом.
Толщиной до 30мм трубы отлично режутся лазерными установками.
Экономически не целесообразным является большая толщина, которая требует значительных расходов энергии.
Не более 0,5мм должна составлять толщина листов для раскроя лазером, под эти параметры подпадают медь, так как она обладает высокими теплопроводными свойствами.
Легко удалить образование грата, возможность появления которого может поспособствовать инертный газ, который используется для взаимодействия алюминия и латуни, а так же их сплавами, кромки таких изделий получаются хорошего качества.
Твердотельного типа требуют аппараты большей мощности работа с цветными металлами.
Оцинкованные и нержавеющие стали подаются качественной обработке практически единственным методом лазерной резки, с учетом высокой прочности сырья.
Под давлением до 20 атмосфер азот транспортируют в рабочую область, при обработки листов или изделий из нержавеющей стали.
Используют инертный газ в комплексе с лазерным лучом, этот метод дает высокое качество реза, как например, отверстий или заготовок с острыми углами, а так же прочей сложной фигурной резки.
Скорость обработки металлического листа увеличивается в зоне воздействия лазера, благодаря сильной тепловой реакции.
С применением кислорода осуществляется раскрой высокоуглеродистых сталей по основной газолазерной технологии.
Достаточно мощности в 0,5кВт будет для работы с черными металлами, а на станках мощностью выше 1кВт обрабатываются цветные металлы и их сплавы.
Не стоит забывать, что технология лазерной резки металлов требует применения различных и индивидуальных настроек с учетом конкретных свойств материалов.

5. КАЧЕСТВО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ И ЕЕ ХАРАКТЕРИСТИКИ.Для алюминия или меди мощности в 600Ватт будет мало для резки, но достаточно будет для лазерной резки черных металлов, а так же титана.
Требуется больше энергии для быстрого отвода тепла с рабочего участка, от этих характеристик обусловлена мощность оборудования, а так же скорость резки обрабатываемого материала.
До 0,1мм обеспечивается точность лазерного реза при соблюдении правил использования перечисленных ниже, так же необходимо учитывать все эти параметры для получения качественного результата:
а). Разработка макета и его качество.
б). ЧПУ-станок, его техническое состояние.
в). Для лазерной резки металлов, правильно настроенное оборудование.
г). Детали, их размер и тип /Проверка/.
Под качеством предоставления услуги «Лазерная резка металлов» подразумевается следующие характеристики:
-Скорость предоставления услуги.
-Качество лазерного реза /прямые стенки, отсутствие шероховатостей/.
-Точность выполненных работ /В пределах допусков/.

6. ЛАЗЕРНАЯ РЕЗКА МЕТАЛЛОВ НА ОБОРУДОВАНИИ.Три вида приборов выделяют в качестве источника лазерного излучения, а так же по типу их рабочей среды:
а). Самой высокой мощностью обладают приборы, которые называются «газодинамическими».
Самым дорогостоящим является этот вид оборудования.
Становясь источником излучения, газ меняет свое состояние, при этом проходя через сопло.
При помощи небольшой мощности лазерного луча газ активизируется.
От 726 до 2726 градусов С в этом температурном диапазоне разогретый оксид углерода /СО2/ является активным веществом.
б). Газовые устройства, в которых для увеличения мощности используются системы зеркал.
Активизируют электроразряды углекислого газа.
В них, так же работает оксид углерода /СО2/ в комплексе с азотом или гелием отдельно.
в). Системы твердотельные.
Через полупрозрачное зеркало выходит наружу луч лазера, это происходит благодаря множественным отражениям, которые набирают мощность созданный рабочим телом.
Стержень из рубина может служить рабочим телом, а так же для этой технологии используются и другие материалы, пример: неодимовое стекло.
Отражающим и полупрозрачным зеркалом оснащены края стержня.
Таким образом, газоразрядная лампа высокой мощности и твердое рабочее тело располагаются в осветительном модуле.

7. ТЕХНОЛОГИЯ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ /ЧТО ЭТО?/.Laser Beam Cutting — LBC — /с англ./ Резка Лазерным Лучом. Это международное название данной технологии.
При помощи лазерного луча происходит процесс нагревания и разрушения металла.
Способы работы лазера по металлу, на сегодняшний день, рассматривают три основных:

а). ИСПАРЕНИЕ — В случаях, где не справляются другие технологии, данный вид оправдан, процесс более затратный, потому что требует в четыре раза больше энергии, чем другие технологии лазерной резки.
Так как, технология «испарения» требует кипения металла, то эта температура в четыре раза выше его температуры плавления.
Метод рассчитан на то, чтобы расплавить и испарить металл, луч работает короткими импульсами, а не сплошной струей, при этом не задевая ничего вокруг.
Чаще всего этот метод востребован при резки листов малой толщины, а так же тонкостенных изделий.

б). ГОРЕНИЕ — Отсекают струей азота поступление кислорода при раскрое сплавов нержавеющей стали и алюминия, так как при контакте с О» они окисляются.
Выбор технологии «горение» лазерной резки применима к черным сталям, так как не образует оксидов.
Так же, данный метод применим к узкому количеству материалов, так как при этом сильно сгорают кромки изделий.
К плюсам, так же можно отнести низкую себестоимость данного процесса.
Метод данной технологии не подходит для металлов и сталей с высоким содержанием легирующих элементов, а так же для других цветных металлов, что в прочем хорошо применим для всех типов черных металлов.

в). ПЛАВЛЕНИЕ — Экономичностью, скоростью и высокой точностью отличается данная технология от всех выше перечисленных.
Управляя действиями оборудования, заложенного в программное обеспечение, информацию о температуре плавления и толщине материала, составлен алгоритм движения лазера.
При этом, поверхность обдувается азотом, для того чтобы на месте реза не возникло окисления, так как это может произойти при резки алюминия или нержавеющей стали, потому что присутствует кислород.
Деформацию и плавление на срезах предотвращает, охлаждая расплавленный металл, поток сжатого газа, который под давлением бьет в зону обработки.
Сохраняя целостность кромок, при правильно подобранном режиме, металл расплавляется только по срезу.
Для большого количества материалов технология «ПЛАВЛЕНИЕ» является наиболее экономически обоснованной.
Наша компания ООО «Гедаколор-Казань» долгие годы занимается производством работ «ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ« и накопила большой опыт в этой сфере металлографики.
Смотрите наше ПОРТФОЛИО здесь.
Оставляйте заявку и мы с Вами свяжемся.
ООО «Гедаколор-Казань» — лидирующая компания на рынке металлографики в производственно-технической и в рекламно-сувенирной сфере.
Обязательство перед нашими клиентами всегда соблюдаем!
Сроки изготовления оптимальные.
Любой необходимый материал подберем по желанию клиента!
У нас изобилие различных материалов.
Качественное и стойкое изображение!
Не теряет цвет, не стирается, устойчиво к царапинам.
Сделаем образцы и пришлем фотографии по согласованию макетов!
Удобство работы-удаленное согласование.
Собственное производство позволяет устанавливать цены ниже средних по рынку!
Читайте похожие статьи:
